Cura is a slicing software that prepares models for 3D printing. Over the past two weeks, I have used a minotaur named Manus to gain a better understanding of Cura.
Cura has hundreds of settings, and luckily, the default settings work pretty well for most objects. However, it is time-consuming to print a large object multiple times just to get the settings exactly right.
Manus is only 40 millimeters tall, so I printed nine different versions of him to create a visual array of Cura’s different settings. I experimented with print quality, print infill, nozzle width, and support.
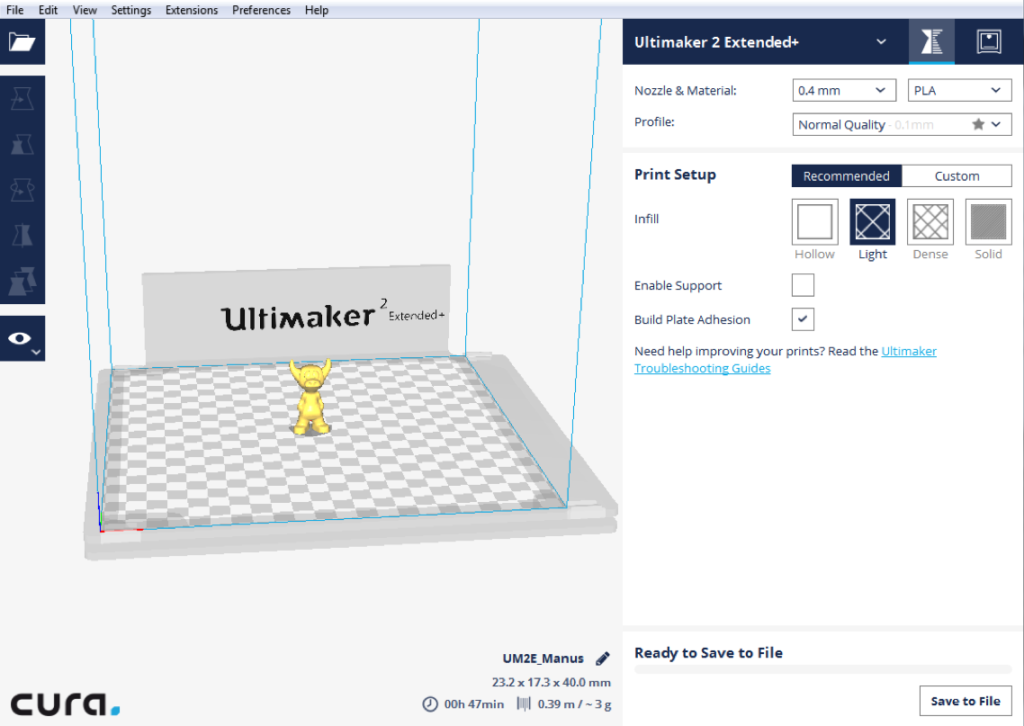
This screenshot shows Manus along with Cura’s default settings on the right hand side.
Print Quality
A true indicator of print quality is the “smoothness” of the final product. 3D printers work layer by layer, and smoothness depends on layer height. The thinner the layers, the smoother the object. A fast print creates 0.15 mm layers, a normal quality print creates 0.1 mm layers, and a high quality print creates 0.06 mm layers. In my experiment, the difference in quality is most visible is Manus’ eyes.

From left to right: fast print, normal quality, and high quality.
Print Infill
Cura provides a mesh filling for all 3D models. An object’s stability and total print time depend on the density of this filling . Cura has four primary infill options: hollow, light, dense, and solid. Light, the default setting, is 20% infill. Dense is 50% infill.

Left: dense infill. Right: hollow infill.
Nozzle Width
A 3D printer’s nozzle is the pointed metal piece on the print head from which filament is extruded. Ultimaker provides users with a kit containing the different nozzle variations, along with a small wrench to exchange them between prints.

The Ultimaker nozzle kit.
The wider the nozzle opening, the thicker the layers, and the more material that can be extruded at once. At two hours and fourteen minutes, the Manus printed with the 0.25 mm nozzle was the longest print, and also the most successful. The Manus printed with the 0.8 mm nozzle only took 18 minutes.

From left to right: 0.25 mm nozzle, 0.4 mm nozzle, 0.8 mm nozzle.
Support
If a model has an overhanging part, support structures are needed. Otherwise, the printer will attempt to print into thin air, which is not possible. Manus is small enough that he does not need support structures, but his head and horns hang over his body, so the some of the models with no support structures had jagged chins.

Left: supports allowed everywhere. Right: supports allowed on buildplate only.